550X - TLシリーズFGD脱硫ポンプ、ポンプ予備品のImepeller A49の文書
-標準的なコードが.we価格すぐに引用できないことを私に言いなさい:
-私にあなたの条件を言い、あなたのための予備品をカスタマイズできる。
ポンプ部品はより長い耐用年数および高性能のための高いクロムの、ゴム製または陶磁器材料から成っていることができる。
提供される材料:
- Chromeの高い鋳鉄
- 延性がある鉄
- ステンレス鋼
- 天然ゴム
- 特定のゴム
- ポリウレタン
ポンプは部品材料を取り替えた:
1) 材料:D21、G01、A05…
2) シャフト材料:45#、40Cr、SS304、SS315…
3) シャフトの袖材料:3Cr13、4Cr13、SS304、SS316…
4) ランタン リング材料:304、316、PTFEのCU…
5) 端カバー材料に耐える軸受ケーシング:G01、D21…
6) ぬれた端の部品材料:A05、A07、A49、A51、A33、A61、R08、R26、R33、R38、R55、S01、S12、S21、S42、S50、U01、EPDM、PUのCR…
アーク ポリマー合成のコーティング、粉のコーティング(溶接)、エポキシ樹脂 コーティングおよびゴム製およびナイロン合成修理のような金属の遠心ポンプ インペラーを、修理するための多くの方法がある。また等浮上するステンレス鋼の象眼細工がある。
共通修理方法:
1の銅線修理方法
ピンホール型のキャビテーションのために、穴が部分に接続されない限り、ピンホールは銅線と打ち塗りつけるのにこてが使用することができる。処理する前に、刃の表面は錆および土ときれいになるべきであるそして気孔の酸素は酸素アセチレン炎と吹き飛ばされるべきでそれから銅線の適切な厚さは穴に満ちて、銅は先の尖ったハンマーによって叩かれる。ワイヤーは穴にそしてファイルと平らになった絞られ、絞られ。
2のガス溶接修理方法
インペラーは木炭火に置かれ、400-500 °にC.熱される。錫は修理された接合箇所で掛かり、それから真鍮のフィラメントは酸素アセチレン炎と修理されるべき溝か穴に溶ける。溶接の後で、木炭火は取除かれ、アスベストスは取除かれる。板は絶縁材で割れることを避けるために刃がゆっくり冷却するようにカバーされる。溶接の後で元の輪郭に従って機械で造り終えるのに、退屈な用具が使用されている。
3のエポキシ樹脂修理方法
混合の比率および順序に従って、ガラス製品のエポキシ樹脂、エチレンジアミン、二つのブチル基から成るフタル酸塩およびアセトンの適切な量を取り、よく混合しなさい。混合する、および適切な量のアセトンの量を加えるため場合の接着剤の粘着性への注意。準備されたエポキシ樹脂は20-30分以内に使用される。エポキシ樹脂を取るのにウールのブラシを使用しなさいまめおよび気孔が付いている刃の表面にブラシをかけなさい。ブラシをかけた場合、気孔の真中でまめおよび泡を絞るのに鋭い円錐形を穏やかに使用しなさい。できるだけ適用し、スクレーパーによって穏やかに擦りなさい。実質。エポキシ樹脂が1-2時間治った後、2から3回の間それに再度ブラシをかけなさい。ブラシを一度加えた場合、刃の表面をさせること確実であるため滑らかおよび滑らかに。絵画が終了した後、インペラーは20-30 ° Cおよび比較的低い相対湿度の環境に置かれ、48時間ゆっくり維持される。エポキシ樹脂が完全に治った後、インペラーの輪郭および表面層の突起はファイルか研摩機によって整う。
4の加速された鋼鉄修理方法
速形作られた鋼鉄は治る前にセメントそっくりの付着力修理代理店である。それに治癒の後で高力、高い硬度、収縮および錆がない。それは鋼鉄の満ちる気孔、ひび、まめ、等、鉄および他の金属材料のために適している。強い接着の効果と修理される。修理する前に、荒い錆および土を修理箇所のまわりできれいにし、荒くしなさい。速形態の鋼鉄のプラスチック管のコロイドは取られ、中心の2つの色およびゲルの外皮の材料はすぐにあり、1色(約1から2分)に熱生成および柔らかさを達成するために十分にこわれた。コロイド鋼鉄コロイドは凝固するべきである前に刃に接着剤の付着を高める修理の場所にしっかりと付着し、力の(手か用具)多数の時間とコロイドの怯固プロセスの間に密集する。可融性の鋼鉄は堅くなった後、ファイルと平らになる。
5の浮上修理方法
浮上する前に、粉砕機が付いているキャビテーションの部品をひき、錆の表面をきれいにすれば明るい金属ボディまでの残骸は浮上層および刃がもっとしっかりと結合されるように、露出される。クリーニングの後で、インペラーは予備加熱のための木炭火に置かれる。同じ電極を使用すれば刃材料としてステンレス鋼の電極は、皮のない、損傷、乾燥させておいたり、溶接の空気穴を避けるために湿気を、取除く。浮上するとき、往復旅行の溶接を採用することは必要でありまたは階層化されした交差溶接は採用することができ溶接の量はいつもに刃が熱によってことをより少なく防ぐことべきで集中されるそして引き起こす圧力の変形を。修理溶接の後で、刃は研摩機によって整う。修理されたインペラーは静的なバランス テストに服従しなければならない。インペラーが、遠心力がである振動するために水ポンプをもたらして付加的な重量の不均衡が発生させた原因高速で回ることを防ぐためには。
特徴:
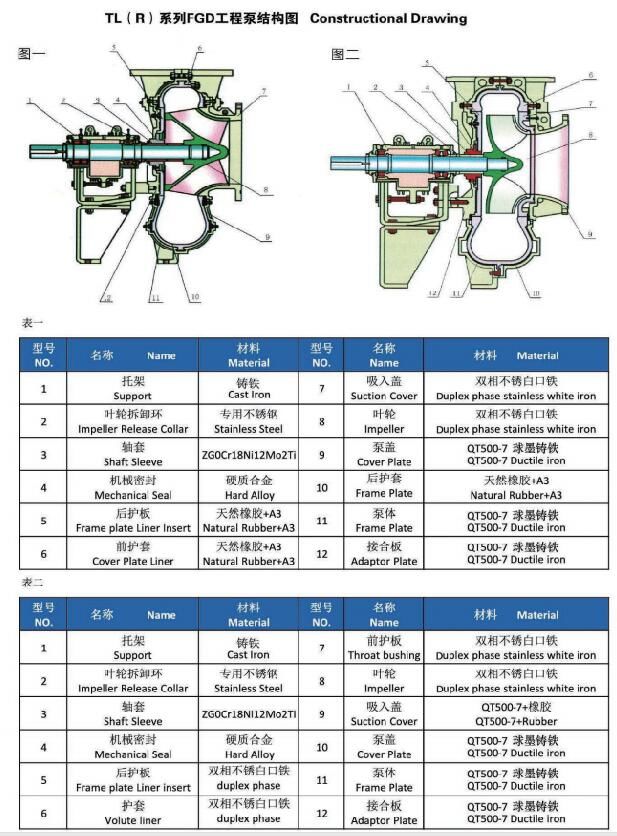
1. 私達のFGD工学ポンプの明瞭な特徴は二重の包装およびゴム製並べられた技術である。二重の包装の構造はポンプ・ボディが外ポンプ貝および裏地に分けられること参照する。前は圧力に耐え、スラリーを絶縁する。後の接触の研摩剤および腐食性のスラリー。私達はただ身に着けられていた内部はさみ金を取り替える必要がある。
2. FGD工学ポンプが主に石灰岩およびギプスのスラリーを運ぶのに使用されている。これは反研摩剤でまた反腐食物でぬれた部分の性能をだけでなく、要求する。従って、ぬれた部品はゴム製材料と(インペラーのような、voluteはさみ金およびフレームの版の挿入物、等) A49を結合した採用する。
3. 設計の練習は私達のものによってなされる部品の耐用年数が従来のCr30Aのプロダクトまたは二重ステンレス鋼 ポンプより高い三重また更にことを示す。
適用
燃料ガスの脱硫Pump/FGDシステム ポンプ
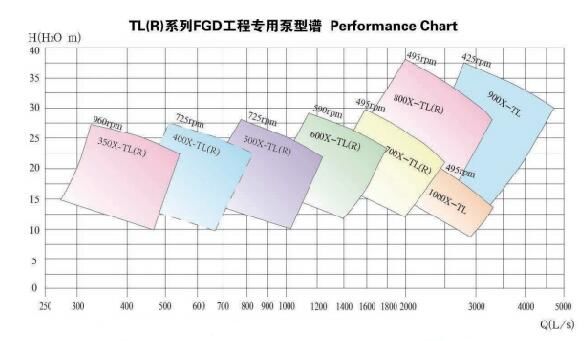
TDTシリーズ軸吸入の単段の単一の吸引の遠心脱硫ポンプは広くある場合もある
FAS渡すのに使用される熱エンジンの植物の脱硫システムのための石灰岩またはギプスのグラウトを、
アルミニウム製造業者およびオイルは精製する。グラウトでは、塩素イオンの受諾可能な内容はある
60000ppmおよびacceotable水素イオン濃度指数は2.5-13の間にある。
| 技術特性 |
| 1 |
CFD (計算の流体力学設計されている)と採用される身に着けている部品 |
| 信頼性および高性能。 |
| 2 |
インペラーの位置は軸受けアセンブリおよびポンプの調節によって変えることができる |
| 単位は効率操作の国家にある場合もある。 |
| 3 |
ポンプは保障するために分解のタイプおよび必要性パイプ継ぎ手を分解するためにある |
| 構造は維持しやすく、易い。 |
| 4 |
ポンプ ヘッド使用倍の列は軸受の円柱軸受を最終用途ために運転するために先を細くし、 |
| 軸受けはリサイクルされた希薄なオイルと油を差されたり、忍耐の働く条件を改善した |
| 高められた耐用年数。 |
| 5 |
信頼できるランニングを保障するために容器のタイプ機械シールと採用される機械シール。 |
| 6 |
維持することは容易であり、修理するために入口および出口の配水管を分解する必要性でなく。 |

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。

